La stampa 3D ha il vanto di riuscire a creare facilmente componenti dalle geometrie più complesse, superando i limiti legati alle tecnologie sottrattive. Archi, cerchi, tetti, ponti, sono soltanto alcune delle infinite geometrie realizzabili. Forme che in passato era impensabile riuscire ad ottenere con una singola lavorazione, oggi sono facilmente realizzabili con una stampante 3D.

Rubber Duck – Voronoi Style byroman_hegglin is licensed under theCreative Commons – Attributionlicense
Tuttavia, quando i pezzi sono particolarmente elaborati, sono necessari alcuni accorgimenti. Ed ecco quindi che il software corre in aiuto alla stampante per la realizzazione di superfici strapiombanti o sospese.
Questa necessità è determinata dalla stessa natura del processo di stampa 3D. Infatti, le stampanti FDM lavorano depositando strato dopo strato il materiale e pertanto ciascun layer deve essere supportato dallo strato sottostante. Se quindi, il disegno presenta porzioni sospese nel vuoto, il software deve intervenire, inserendo delle strutture, dette supporti, che aiutano le superfici a rimanere in posizione durante la fase di stampa, in cui il filamento è molto caldo e rischierebbe altrimenti di crollare.

In foto un esempio di supporti a sostegno della struttura principale
Per molti modelli il supporto è assolutamente fondamentale. Tuttavia, la decisione di rafforzare le parti strapiombanti con specifici sostegni si risolve inevitabilmente in un aumento dei tempi di stampa e di post-processing, nonché in un maggiore utilizzo di materiale, con tutti i costi che questo comporta. Per non parlare poi del fatto che il supporto può essere ostico da rimuovere, danneggiando la superficie dei modelli.
Ma è possibile evitare l’uso di sostegni senza pregiudicare la solidità del pezzo?
Sì, è possibile. Fortunatamente non tutti i pezzi richiedono infatti un supporto. Alcune strutture sono “autoportanti”. Solitamente per riferirsi a queste strutture sospese nell’aria tra due punti portanti, si utilizza il termine “bridging”.
Ma cosa possiamo fare per ottenere ponti perfetti?
Il segreto sta ancora una volta nella giusta impostazione dei parametri di stampa presenti sul nostro slicer.
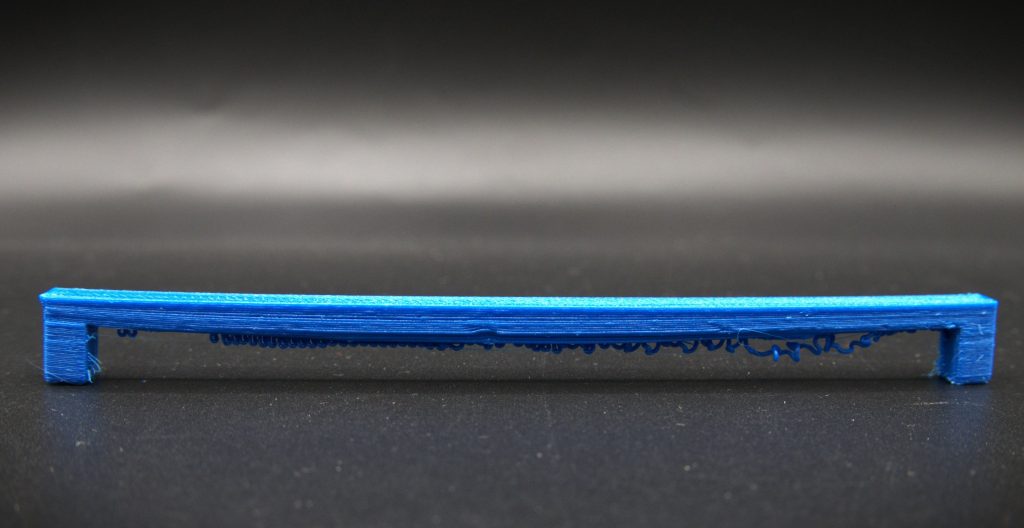
Infatti, che siano più o meno lunghi, i nostri ponti crolleranno rovinosamente o presenteranno fastidiosi inestetismi (in inglese indicati con i termini drooping e sagging, letteralmente cadenti e incurvati) se non adotteremo alcune specifiche accortezze nell’individuazione dei parametri di stampa.
Bisogna infatti sapere che le cause del “bad bridging” possono essere ricollegate alla temperatura troppo alta di estrusione, ad un insufficiente raffreddamento del filamento, oppure alla fuoriuscita di un eccesso di materiale durante la stampa. Pertanto, i parametri da prendere in considerazione nel nostro slicer saranno proprio quelli che consentono di regolare questi fattori.
Ecco, quindi, 3 consigli per ponti solidi e a prova di drooping.
IMPOSTA LA GIUSTA TEMPERATURA
La temperatura costituisce un parametro fondamentale per la corretta riuscita di qualsiasi pezzo stampato in 3D e come visto in precedenza – leggi qui– Il poor bridging è solo uno dei numerosi problemi in cui è possibile imbattersi se non si presta attenzione a questo parametro.
Per quanto riguarda i nostri ponti, la ragione deve essere ricercata nel fatto che un filamento troppo caldo faticherà a solidificarsi per tempo, cedendo prima che l’ugello termini il suo tragitto da un supporto al successivo.
Ovviamente non esiste la temperatura perfetta a priori: la corretta temperatura di stampa dipende dal materiale con cui desideriamo stampare.
Ecco qualche indicazione di massima sulle temperature di estrusione raccomandate per alcuni dei polimeri più comunemente utilizzati per la stampa 3D:

NOTA BENE: è sempre bene controllare la temperatura raccomandata dalla casa produttrice per ogni specifico filamento! All’interno dello stesso materiale è infatti possibile apprezzare diverse temperature ideali a secondo della specifica miscela di cui sono composti i filamenti!
Un esempio di variabilità dei parametri:
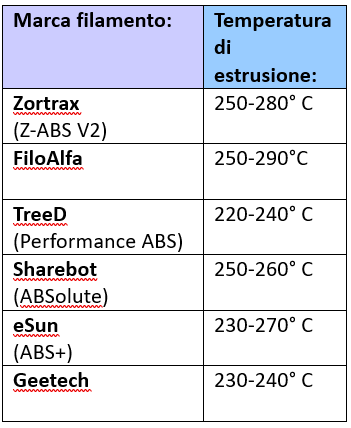
Alcuni filamenti presenti in commercio e le temperature di estrusione consigliate
Nel caso in cui si sospetti che il cedimento dei layer nei ponti sia dovuto ad una temperatura troppo alta, come prima cosa è possibile abbassare la temperatura di 5° C. Se diminuendo progressivamente la temperatura il problema persiste, è probabile che la causa debba essere ricercata altrove.
REGOLA IL RAFFREDDAMENTO
Un’altra causa dei cedimenti può essere ricercata nel mancato raffreddamento del filamento estruso. Per questo motivo, è necessario controllare i parametri legati alla ventilazione della camera di stampa. Le stampanti 3D sono infatti dotate di un sistema di raffreddamento che consente di direzionare un flusso d’aria sopra il filamento così che lo stesso si solidifichi in tempo prima che venga depositato lo strato successivo.
Dallo slicer è possibile quindi regolare la velocità della ventola e verificare che il parametro sia correttamente impostato. In caso di bad bridging, possiamo provare ad aumentare la velocità della ventola, per migliorare la ventilazione.
CONTROLLA L’ESTRUSIONE
Infine, il terzo parametro da prendere in considerazione è quello relativo all’estrusione.
A determinare la quantità di materia estrusa è infatti una impostazione che prende il nome di moltiplicatore di estrusione. La sua funzione è quella di regolare il flusso di stampa.
Se la stampante consente la fuoriuscita di una quantità eccessiva di materiale, da un lato, quest’ultimo faticherà a raffreddarsi, dall’altro, i layer saranno più pesanti e saranno più facilmente soggetti a cedimenti.
Anche in questo caso occorre procedere per step, riducendo progressivamente il parametro di un 5% alla volta, sperimentando vari settaggi fino alla individuazione della combinazione ideale.
Ecco, quindi, i nostri tre consigli per ottimizzare la stampa di componenti con superfici strapiombanti e tetti.

Trovare le impostazioni che meglio si addicono alla nostra stampa potrebbe richiedere del tempo e numerosi test e tentativi, ma una volta individuati i parametri, sarà possibile stampare ponti solidi e senza cedimenti.
Infine, se nonostante gli accorgimenti adottati la stampante non risulta comunque in grado di stampare ponti molto lunghi, si consiglia di optare per un leggero supporto.