La stampa 3D è ormai da anni protagonista dei più svariati settori produttivi ed è stato stimato che solo nel 2021 i prodotti della manifattura additiva abbiano generato a livello mondiale un introito pari a 6.229 miliardi di dollari, con un incremento del 17,5 % rispetto al 2020. [1]
Tra le varie tecnologie additive una notevole fetta del mercato è dominata dalla tecnologia FFF, ovvero Fused Filament Fabrication. Questa tecnologia prevede la realizzazione di componenti in materia polimerica mediante la stratificazione di strati di materiale estrusi da un ugello.
Seppure sia indubbia la semplicità con cui da un file è possibile arrivare in poco tempo ad un manufatto pronto all’uso, non bisogna sottovalutare le insidie insite nell’utilizzo delle stampanti 3D FDM, che richiedono, come qualsiasi macchinario, capacità tecniche di utilizzo, pena la bassa qualità dei pezzi realizzati.
Ma quali sono i difetti che è più probabile riscontrare sulla superficie dei nostri pezzi stampati in 3D? E come possiamo porvi rimedio?
In passato abbiamo parlato di quanto sia importante evitare i difetti delle nostre stampe e abbiamo accennato ad alcuni problemi che è importante prevenire (per leggere l’articolo clicca qui). Oggi ne vediamo uno da vicino, lo stringing, e dopo averne individuato le cause più frequenti, vi forniremo alcuni consigli su come prevenirlo.
Scopri 3DFinisher, la nostra soluzione per il post-processing di ABS ASA e Acetato di Cellulosa!
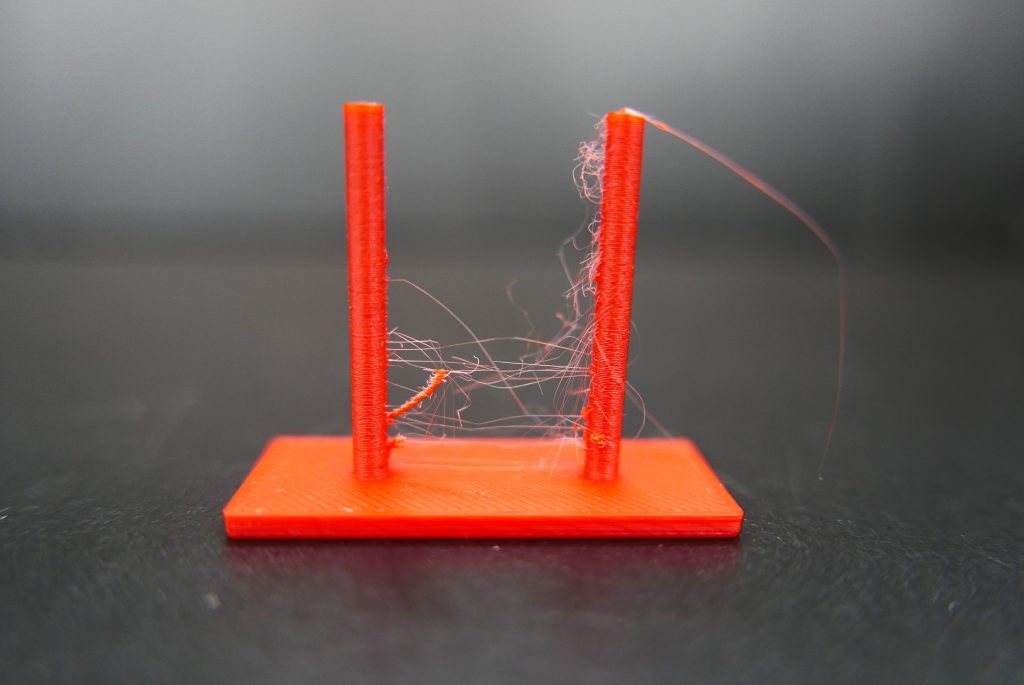
Stringing
Lo stringing si presenta come una serie di fili sottilissimi di materiale che si estende tra le parti del modello che sono situate ad una certa distanza tra loro.
Si tratta di una forma di “overextrusion” che si verifica quando il filamento trasuda dall’ugello in movimento, quando non dovrebbe.
Questo fenomeno di solito si verifica quando il filamento non viene ritratto a sufficienza all’interno dell’estrusore oppure quando il materiale è troppo liquido e cola dall’ugello.
Per prevenire la formazione di questi inestetismi occorre quindi prestare attenzione alle impostazioni relative alla ritrazione, alla temperatura e alla velocità di stampa.
In che modo questi parametri incidono sullo stringing?
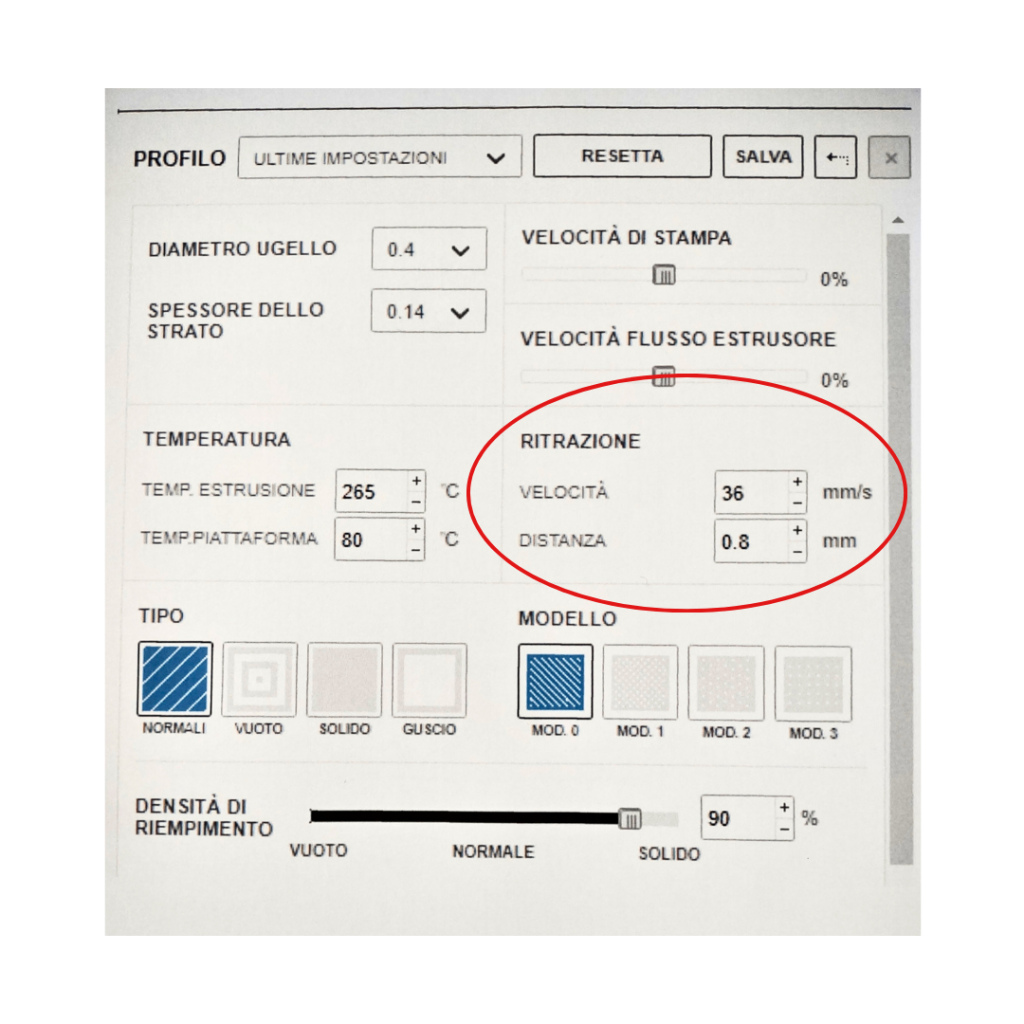
- Ritrazione: questa funzione dello slicer permette che il filamento sia tirato all’interno dell’estrusore nei momenti in cui la stampa non deve avvenire. Si ottiene con un movimento del motore dell’estrusore in senso inverso, che impedisce al materiale di uscire dall’ugello. Le impostazioni di ritrazione che incidono sullo stringing sono la lunghezza di ritrazione, la velocità e la distanza minima.
La distanza di ritrazione è la lunghezza del materiale che viene ritratto. La distanza ottimale varia in base al tipo di materiale con cui abbiamo a che fare e in base al tipo di estrusore (Bowen o direct).
La velocità di ritrazione è la velocità a cui l’estrusore ritrae il filamento al suo interno. In pratica, il motore dell’estrusore girerà in senso inverso ad una velocità prefissata sullo slicer, che è espressa in mm/s.
Infine, la distanza minima è il parametro che consente di limitare il numero di ritrazioni consecutive che la stampante effettuerà in una determinata area di stampa.
La ritrazione è fondamentale per prevenire lo stringing perché se il filamento non viene ritratto a sufficienza, o abbastanza velocemente, il materiale fuso può fuoriuscire e creare i fastidiosi peletti.
- Per quanto riguarda la temperatura di stampa, quando è troppo alta per il tipo di materiale prescelto, il filamento si troverà ad uno stato più liquido del dovuto e colerà dall’ugello durante i movimenti dell’estrusore.
- Anche la velocità di stampa, se troppo lenta potrà causare questo difetto, perché a causa dei tempi più lunghi, la plastica sciolta avrà un maggior tempo per fuoriuscire dall’ugello.

Soluzioni
Per prevenire lo stringing, per prima cosa verifica i parametri di ritrazione impostati sul tuo slicer e prendi nota del tipo di estrusore di cui la tua stampante è fornita. Anche il tipo di materiale usato inciderà sull’impostazione dei corretti parametri.
È bene sapere che la distanza di ritrazione consigliata per molti estrusori direct oscilla da 0,5 ai 2 mm, mentre per i Bowen si può arrivare fino a 15 mm (Fonte: Simplify3d.com). [2]
La velocità di ritrazione invece varia solitamente dai 25 ai 45 mm/s.
Poiché lo stringing è causato da una fuoriuscita di materiale nei momenti di pausa della stampa, per prima cosa puoi provare ad aumentare la distanza di ritrazione. Procedendo per tentativi potrai così trovare la combinazione ottimale tra distanza e velocità.
Inoltre, verifica che la distanza minima impostata non sia troppa bassa, e se lo fosse, prova ad aumentarla.
Se aggiustare la ritrazione non si rivela efficace, passa alla temperatura dell’estrusore e prova ad abbassarla di 5-10 gradi. Questa operazione può rivelarsi risolutiva.
Infine, se anche questo non dovesse risolvere il tuo problema, aumenta la velocità di stampa. Così facendo ridurrai il tempo durante il quale si può verificare lo stringing.
Trovare la combinazione giusta tra i vari parametri può impiegare del tempo, ma solo così sarà possibile ottenere nuovamente stampe omogenee e prive di difetti!
Se hai messo in atto tutti i nostri consigli ma ancora non ti soddisfa l’aspetto delle tue stampe e desideri componenti più lisci, lucidi e anche impermeabili puoi provare invece la nostra soluzione di post-processing!
[1] Dati estrapolati dal Wohler’s Report 2022
[2] Per parametri più precisi si consiglia di consultare le impostazioni del proprio slicer.